
当前,磨料水射流技术已被用于切割陶瓷材料。然而,高压水(>250 MPa)的使用,加上水射流中的磨料,需要特殊的压力增强器和蓝宝石喷嘴,这些都需要使用昂贵的材料。此外,磨料水射流切割陶瓷零件时,切缝宽度较大,表面粗糙度较差。较近,一些学者提出了控制喷嘴振荡来提高切割质量。然而,此方法所得到的改善效果甚微,切割质量仍低于常规金刚石加工。
在过去的几十年里,激光技术也成功地应用于切割硬质陶瓷材料。材料的切割主要通过以下4种不同的方式来完成:材料的汽化、材料的融化、划线或热断裂。前两个模式是能源密集型加工过程,需要激光的功率密度很过1010W/m2。此外,高温加工过程可能导致材料产生残余应力,从而影响加工后产品的强度。
Lumley是提出激光切割陶瓷热断裂模式的早期研究者之一。他提出由于陶瓷材料吸收激光能量而产生的温度梯度会导致足够高的热应力,进而使材料发生断裂。本文设计的实验目的是设计一种激光/水射流(LWJ)复合切割头,该切割头利用热断裂方式对陶瓷材料进行切割。图1所示是激光水射流复合加工的示意图。图中包括使用低功率激光器在工件表面上的小区域的精确加热,材料表面温度快速上升至1000℃左右。随后,低压水射流对该区域进行快速淬火,导致材料表面的应力状态从压缩转变为张力。快速冷却而不是快速加热将造成较大的热冲击,因为诱导表面应力是拉伸性质在快速冷却。由于这一点,在材料的顶部表面形成了微裂纹。由于热应力的存在,可以使得材料沿着激光加工产生的微裂纹沿着其厚度方向扩展,进而切开现有材料。由于材料的切割是通过热应力沿工件长度的裂纹扩展来实现,由此产生的切削表面没有热损伤和残余应力。另外,激光水射流混合工艺避免了材料的气化,因此整个加工过程更节能和环保。
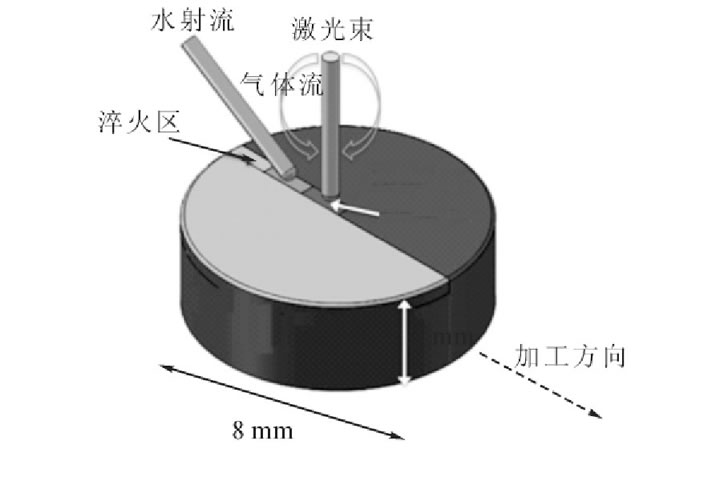
图1 激光水射流热断裂工艺原理图
综上所述,激光水射流热断裂工艺的优点有:(1)较大温度明显低于熔点;(2)切割表面没有大的可见缺陷,这在电子工业中具有重要的意义;(3)该方法由于材料去除量较少,所以材料在切割过程中的损失较少。因此,激光水射流复合热压裂技术可以满足氧化铝成型过程中进料率高、能量降低和环境改善的要求。
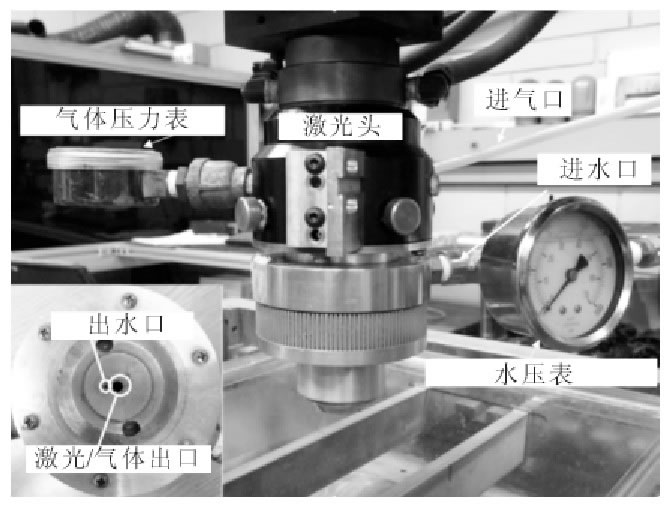
设计了一个独特的复合式激光水射流切割头,用于与现有的1.5 kW(较大功率)连续CO2激光器和X-Y数控工作台进行对接。切割头有两个功能:(1)允许激光束聚焦在工件上,并在激光加热区域内形成辅助气体罩和直接水射流;(2)在激光水射流切割过程中水射流始终以固定距离跟随在激光束后。
切割头设计的步是估算淬火陶瓷材料受热表面所需的水流量。在激光加工过程中,首先通过传热计算以确定将工件表面从加热温度冷却到室温所需的水射流的流速。实验所用的喷水孔距离激光出口距离在0.125mm至0.375mm之间。冷却陶瓷工件表面所需的较大压差仅为1.69MPa。虽然看来相对较低的压力,但足以产生所需的水流量。为了达到这个目的,本文选择了一种能产生0至21MPa压力范围的水泵。
切割头的主要功能要求,是将激光束和水射流直接对准工件表面。激光束和随后的水射流都要接触到相同的位置去引起工件表面热应力断裂。因此,激光切割头部设计应确保水射流遵循与激光束相同的路径,以允许加工直线和曲线轮廓。此外,系统的约束条件包括切割头与现有激光器的兼容性,并且要求激光切割头设计应紧凑,与现有硬件兼容,确保激光束和水射流之间在激光头中没有相互作用。
设计完成后的照片如图2所示。激光头的底部是由黄铜制成,其照片表明激光和水通道显示在图2中内部。如图所示,旋转壳体的圆周上加工有凹槽,以帮助激光切割头通过皮带和滑轮系统与CNC定位台的第三轴线对接。数值的对切割头旋转的控制将促进沿弯曲型材的材料分离。
针对设计并制造完成后的激光水射切割系统,进行了相关切割实验研究。由于氧化铝在微电子电路和专用结构部件上如飞机、航天器和汽车的部件都有大量的应用,此外,氧化铝也是一种优良的激光加工基片材料,因此本文选择氧化铝作为带切割材料用于此项测试。
实验选用厚度为1 mm的96%氧化铝试样进行切削试验。首先,将尺寸为25mm×25mm的氧化铝试样进行边缘的研磨以便实验中的装夹。然后,采用不同切割方法对氧化铝试样沿中线进行切割实验。
实验采用激光空气冷却切割和激光水射切割两种方式来进行。首先进行了激光空气冷却切割实验,以找出导致热断裂的合适的参数范围。研究了功率、速度、光斑尺寸和气压等参数的影响。设定激光功率从100~200W,切割速度范围为8~76mm/s,进行了参数化研究。光斑直径从其聚焦光斑的0.2mm~离焦光斑1mm。此外,还设定了两个很限空气压力(60kPa和207 kPa(30psi))的影响。采用空气环绕激光的目的,一个是保护激光不受融化材料反射到透镜的影响,另一个原因是空气可作为冷却剂对切割材料起到快速冷却的作用。
在激光水射切割实验中。采用激光功率为100~200W,切割速度为8~76mm/s的条件下,进行了单点激光切割实验。水压设定从414kPa到6.30MPa。
每一次切割试验后,对试样表面进行仔细检查,然后将其分为3大类:划线、材料分离和无控制断裂,其中材料分离认定为完整的切割完成。每一次切割完成后,均对其进行表面测量,以评价切割质量。
用线能量法展示了两种切削方式的实验观测结果,即加工参数(功率(P)/速度比(V)比)的组合。线能量明显对3种不同的切削方式获得的不同断裂特征进行了区分。作为代表性实例,在图3中绘出了在不同功率和速度下用于空气冷却的样品断裂特征。所收集的数据是在激光光斑大小为0.4 mm条件下的激光空气冷却切割。可以推断,从激光切痕到切断的过渡变化是以固定P/V值来区分开的。因此,功率(P)与速度(V)之比可以认为是单一的裂缝控制参数而不是两个独立的参数。激光水射切割方式的激光切痕到切断的过渡也有类似的激光与速度之比。
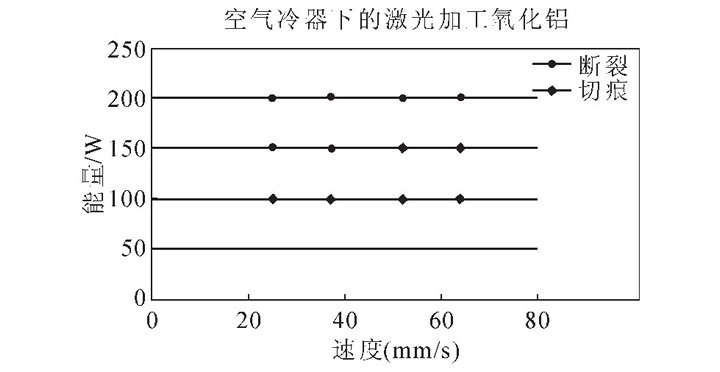
图3 激光空气冷却断裂方式的线能量法
光斑大小的影响:
随着光斑尺寸的增大,从划线到可控断裂的转变发生在较低的线能值上。参考文献报告了具有较大光斑尺寸的散焦光束的受控裂纹的相似观察结果。当使用光斑尺寸为0.2 mm的聚焦光束时,工件更容易受到聚焦光束的损伤,导致工件不受控制的断裂。
气压影响:
采用两种不同的气压进行风冷。研究发现,气压从69kPa增加到207kPa时,对断裂条件的影响较小。
(1)风冷热断口对于如图4(a)所示的空气冷却引起的热断裂,切割面的表面光滑,但近顶部约200μm处有较薄的下切区。上表面附近的沟槽是由激光加热过程中的材料汽化引起的,可称为下切区。由图中可以观察到在断口处存在少量的微裂纹。由于切削层较厚且存在微裂纹,所以切割后的材料在近切割区域的试样强度会有一定程度的下降。
(2)LWJ热断裂对于图4(b)中所示的激光水射引起的热断裂,切割表面的切削层非常小,而且断裂面并没有切削毛刺等存在。此外,切削截面没有重熔层和微裂纹。因此,切削过程不会影响试样的强度。图4(b)中的暗区是由于在水中发现的矿物质污染切割表面造成的。对被污染和未受污染的地区进行化学分析,以确定切割过程中使用的水质的影响。污染区域显示钾、钙、钠、氯是在本次实验中在水射流中使用的自来水中发现的矿物的基本成分。使用纯净水可以缓解敏感应用的污染问题。
比较两种切割方式的切口,图5(a)和(b)分别给出了由于空气冷却和激光水射切割而使用热断裂模式切割的试样表面的SEM图像。在空气冷却的热断裂模式中,其切口在100~150μm,相对于激光水射切割的50~80μm明显要大。在这两种热断裂情况下,顶部表面的裂纹路径都被热影响区所包围。对于空气冷却的热断裂,热影响区域约为600μm,而对于激光水射热断裂,热影响区域仅为100~200μm。
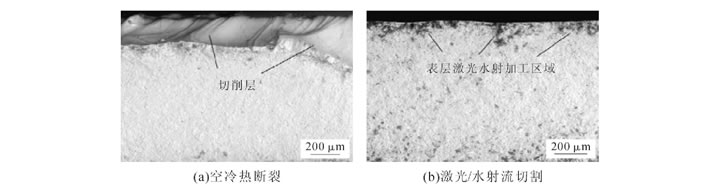
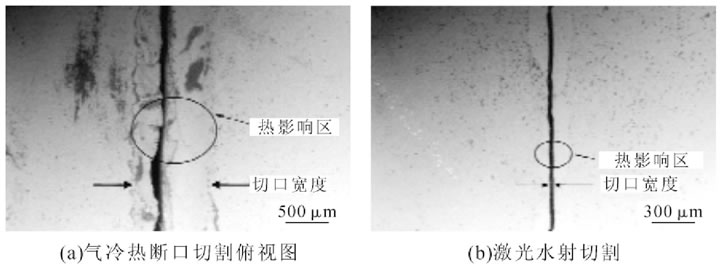
图5 不同切割断口
此外,参考其他文献介绍到的磨料水射流切割情况,其切口宽度非常大(根据
设计了一种激光水射流切割头,并将其与现有的数控激光加工系统集成在一起,用于加工陶瓷等硬脆材料。基于以上的激光水射流切割头的设计,课题组在氧化铝上进行了切割试验,验证了切割头的有效性。实验结果表明,激光/水射流加工利用了激光与水射流的协同效应通过受控的热断裂进行分离,需要比常规汽化模式低3至5倍的能量输入。此外,激光水射流工艺的材料切割表面质量优于传统的激光汽化方式和空冷热断裂方式,具有更小的切口和较高的表面精度。